Microcut Honing System: Highest precision, easy to control
The Microcut Honing System developed specifically for smaller bores guarantees shape accuracy, surface quality and dimensional accuracy at the highest level
Bore/pin pairing
A recurring problem in general with bore/pin pairing or in particular with hot runner systems with nozzle/needle is the difficulty of measuring the machined small bore and therefore assigning the appropriate pin/needle.
Due to today’s manufacturing processes and machining methods for small bores, there is a relatively large tolerance field for the diameter of the bore. This requires a correspondingly large tolerance field for the pins, which ultimately leads to undefined play in the respective pairing.
Up to now, this pairing process has mainly been done manually by repeatedly trying out several pins per bore. In addition, if the pairing is successful, the actual dimension of the bore and the tolerances are unknown.
Since the introduction of the Microcut Honing System, a different approach has been taken. Due to the precise tool dimensions and the stable machining process, the bore is machined to a precisely defined and always reproducible dimension. Thus, the exact bore dimensions are known and the pin can be produced correspondingly easier.
The advantages of the Microcut Honing System in the nozzle/needle pairing are:
- Immediately burr-free workpiece when the injection mould is put into operation
- The stable machining process guarantees that bore geometry and diameter tolerance are highly accurate and reproducible over and over again
- The needles can all be produced reliably to the same size
- Thus the time-consuming and manual pairing search is eliminated
- The tolerance of the pairings is always constant
The tolerance of the pairings is always constant
With Microcut Honing Technology, all machining movement and force measurements are performed by the tool. This means that even small, very short, stepped bores can be machined in relatively large inserts. The position of the bore in the workpiece is not changed.
Gate nozzles are an important application in injection tool manufacturing.
Here it is important that the needle seals very precisely, which requires the best possible shape (roundness, cylindricity), surface and exact dimension of the bore. In this way a minimum of burr formation on the moulded part is achieved.

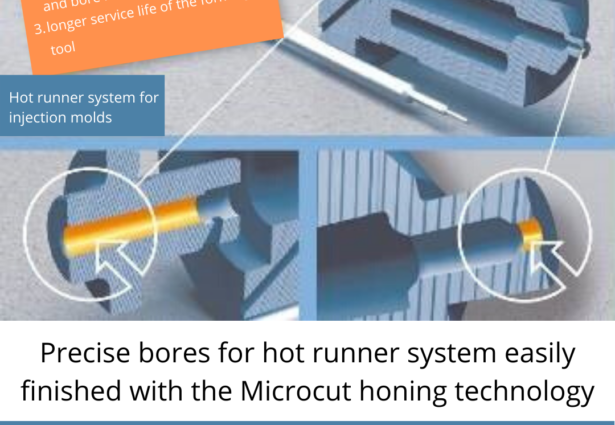
Picture: Hot runner system
Due to the now geometrically much more precise bore, the diameter of the needle can be defined precisely, which leads to a minimum of clearance. This prevents the formation of burrs on the moulded part from the first shot onwards, as there is no material between the wall of the bore and the needle. Lengthy commissioning with corrections to the mould are no longer necessary.


Pictures: Gate nozzle

Picture left: Coordinate ground bore with roundness 2.31 µm/em>
Picture right: After Microcut Honing process with roundness 0.16 µm
Needle guides in the hot runner system
The advantages of a very cylindrical bore with an optimized surface become particularly apparent with needle guides over the time of the production phase: the hot runner systems can be used longer on the machine, since the wear on the needle and bore is much less. This leads to higher availability of machine and injection tool and less maintenance work on the tool.

Picture: Needle guide
Conclusion
By using the Microcut Honing Technology, bores below 8 mm in diameter can be produced with high precision, efficiently and thus extremely economically. The Microcut Honing System offers system-related advantages even for bores with cross holes or cut-outs. Microcut systems can be configured for all series sizes. Despite the additional processing step, a clear customer benefit is generated and will pay off several times over due to the increased performance of the hot runner system.
Already today, companies worldwide benefit from this offer: They send us small to medium series of their workpieces so that we can significantly improve the shape accuracy, dimensional accuracy and surface roughness of the bore by applying Microcut Honing System.